

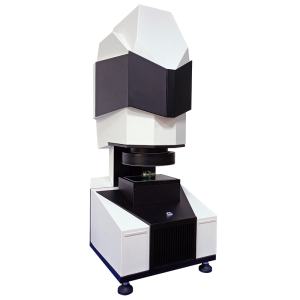
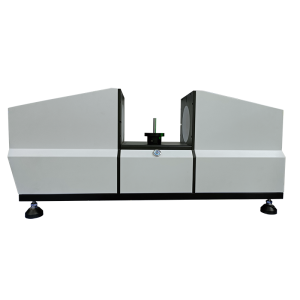
Ühendatud kiirnägemise mõõtmise masin
Kiirnägemise mõõtemasinal on kiire mõõtmise ja suure täpsuse omadused, see ühendab ideaalselt kaugpildistamise intelligentse pilditöötlustarkvaraga ning muutub tüütuks mõõtmisülesandeks äärmiselt lihtsaks.
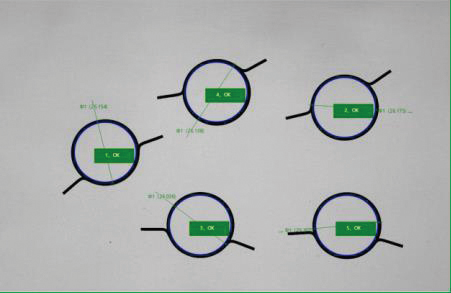
Asetage toorik lihtsalt efektiivsesse mõõtepiirkonda, mis teeb kõik kahemõõtmelised mõõtmised koheselt lõpule.
Kiirnägemise mõõtemasinat kasutatakse laialdaselt masinate, elektroonika, vormide, survevalu, riistvara, kummi, madalpinge elektriseadmete, magnetiliste materjalide, täppisstantsimise, pistikute, pistikute, klemmide, mobiiltelefonide, kodumasinate, trükkplaatide, meditsiiniseadmete, kellade, nugade ja muude väikeste toodete ja partii osade kiireks mõõtmiseks.

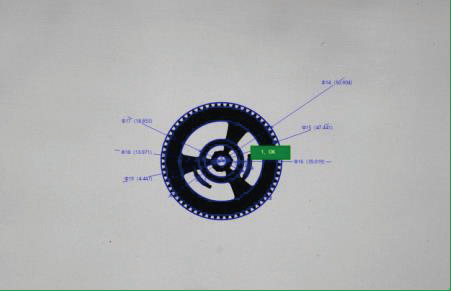
1. Murra suuruse mõõtmise rutiin.
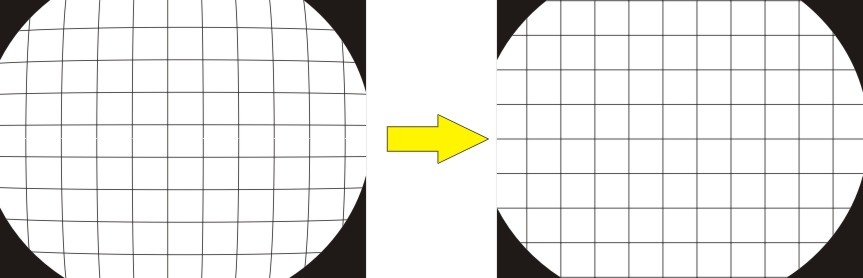
Suure kaliibriga suur teravussügavus, saavutab täieliku väljanägemise selge ja ülimadala moonutuse.
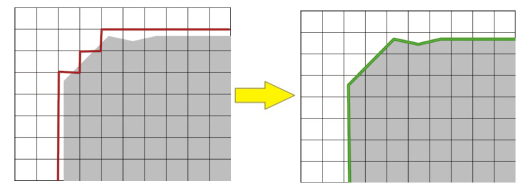
Tarkvara kasutab täiustatud 20:1 alampikslite pildiservade töötlemist.
Kõrglahutusega digikaamera. Seade kasutab 20-megapikslist kõrglahutusega digikaamerat.
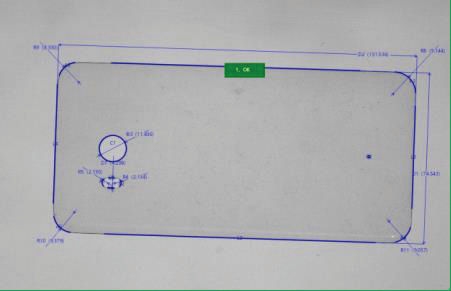
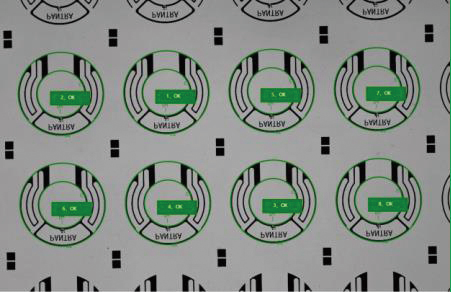
Tuvastab artefakte automaatselt ilma positsioneerimiseta.
Tõhus partiide mõõtmine.
Mõõtepiirkonnas saab korraga mõõta üle 20 000 suuruse ja 100 suuruse mõõtmise aeg on alla 1 sekundi, mis lühendab oluliselt mõõtmisaega ja parandab mõõtmise efektiivsust.
Mitu toorikut paigutatakse suvaliselt suvaliselt, automaatne tuvastamine, partii mõõtmine.
Täiesti iseseisev arendus, lihtne tarkvaraliides, võimas funktsioon, lihtne õppida; kasutage moonutuste korrigeerimise tehnoloogiat, et tagada iseseisvalt väljatöötatud pildiühendustehnoloogia stabiilsed ja täpsed mõõtmistulemused, tagades, et ühendusviga on alla 0,003 mm.
(Kohandamiseks vastuvõetavad spetsiaalsed tarkvarafunktsioonid)
kasutajaprogramm:
1. Artefaktide automaatne sobitamine, suvaline paigutus, ühe klõpsuga mõõtmine. Vastete automaatne otsimine ja kasutajaprogrammide käivitamine. Sobivuse loomiseks kastike, mitme asukohaga kastike kombinatsioon sobituse loomiseks, sobituse loomine mõõteelementidega, CAD-i importimine sobituse loomiseks. Tooriku mitmekordseks ümberpööramiseks saab luua programmirühma.
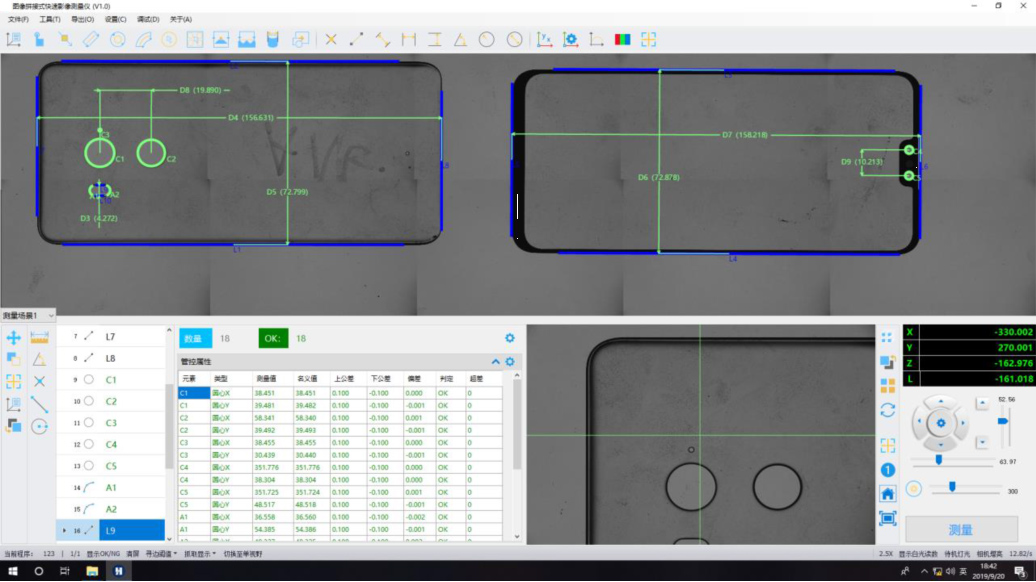
2. Põhjalikud mõõtmiselemendid:
Punkt, kõrgeim punkt, joon, kõrgeim joon, ring (keskpunkti koordinaat, raadius, läbimõõt, tõeline ring, ümbermõõt, pindala, maksimaalne raadius, minimaalne raadius), kaar, ristkülik (, keskpunkti koordinaat, pikkus, laius, ümbermõõt, pindala), ovaal (keskpunkti koordinaat, pikitelje, lühike telg, ümbermõõt, pindala), võtmepilu (, keskpunkti koordinaat, pikkus, laius, ümbermõõt, pindala), CAD-profiili skaneerimise joonduse import, kontuur PV, pindala kontrastsus, silindri läbimõõt, tihendirõngas (maksimaalne raadius, minimaalne raadius, paksus), mõõtmistulemused (maksimaalne, minimaalne, keskmine, summa), QR-koodi tuvastamine, vöötkoodi tuvastamine.
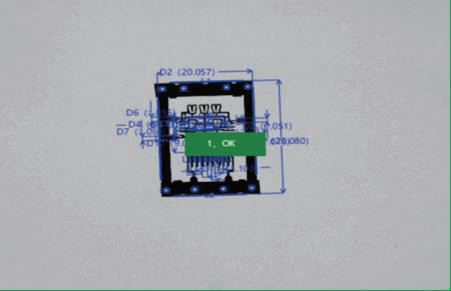
3.sildistamine:
Kaugus, X-kaugus, Y-kaugus, raadius, läbimõõt, nurk.
4. Kujuvea hindamine:
Sirgus, ümarus.
5. Positsioonivea hindamine:
Paralleelsusaste, vertikaalsusaste, sümmeetriaaste, kontsentrilisuse aste, positsiooniaste.
6. telgede üleandmine
Riskoordinaadid (X, Y) ja polaarkoordinaadid (R, θ) on hõlpsasti valitavad. Mõõdetud väärtuste põhiühikud mm, tollid, mil on koheselt teisendatavad. Koordinaatide teisendamine, koordinaatide pööramine, töödeldava koordinaatsüsteemi loomine.
7. Mõõtke andmeid
Saate EXCELi malle kohandada ja väljundlahtreid määrata. Tarkvaral on CPK mall, mis suudab arvutada keskmist, maksimaalset, minimaalset, Cp, Cpkl, Cpku ja Cpk väärtusi.
8.muu
1. Tarkvarakeel: valikuline mitmes keeles, avatud keelepaketis ning saab määratleda tõlke ja muutmise.
2. Piltide ja joonistusalade jagamine – mida näed, seda saad – saab kohandada: värv, joone laius, fondi suurus, taustavärv.
3. Fookuse abi ja valguse abifunktsioonid inimlike vigade vähendamiseks.
4. Kvalifitseeritud / kvalifitseerimata (OK / NG) ja häireviip, saab häälväljundi: OK, NG.
5. Profiili saab kiiresti skannida ja CAD-i eksportida.
6. Valikuline IO-kaart, välise käivitusega mõõtmine ja OK NG signaali väljund.
9. Ravimi omaduste kokkuvõte:
Sealhulgas: histogramm, CpK trendidiagramm, X-kontrolldiagramm, Xb ar-R kontrolldiagramm, Xmedian-R kontrolldiagramm, X-Rs kontrolldiagramm.
1. Lihtne kasutada ja kõrge efektiivsusega
Parandage tegevuse efektiivsust, vähendage tööjõukulusid ja vältige inimlikke vigu
Mõõtmise efektiivsuse parandamiseks vähendage vaateväljas proovi fikseerimist, paigutamist, kalibreerimist, fokuseerimist, hämardamist, liikumise juhtimist ja partiide automaatset mõõtmist.
2. Lihtne töökoolitus, madal kasutuslävi, kõrge testimise efektiivsus, mis aitab tööjõukulusid kokku hoida
| omahind | Muud mõõtevahendid | Ühe nupuga arvesti |
| Säästa koolituskulusid | Arvesti käsitsemise õppimine võtab üsna kaua aega; | Ainult üks klõps (3–15 sekundit kõigi detailide suuruste mõõtmiseks),Seda saab igaüks mõõta,operaatori lihtsus; |
| Mure kvalifitseeritud testimispersonali kaotuse pärast, mille tulemuseks on "ühenduse katkemise" fenomen; | ||
| Vähendage kasutuskulusid | Piiratud professionaalse ja oskusliku testimispersonaliga, kellel on kõrged palganõuded (6000 jüaani kuus); | Igaüks saab tegutseda, üldtöötajad saavad nõuetele vastata (2500 jüaani kuus); |
| Testi efektiivsuse maksumus | Mõõtmine on vajalik töölaua liigutamiseks, et määrata kindlaks detailide suurus, ja vajalik aeg suureneb koos peamiste detailide suuruste arvuga. Tootmistsehh vajab 5–10 masinat, millel igaühel on vähemalt 1–2 oskuslikku operaatorit; aastas tuleb koguda 2000 töötundi. | Tööpinki pole vaja liigutada, proov on fikseeritud ja fookus on korduv, kõik vaatevälja mõõtmed saab koheselt mõõta, välgumõõtur on tavaline töötaja. |
3. Mõõtmisviga on väike. Vältige inimlikke veategureid, nagu töörežiim, proovi paigutus ja mõõtmisjärjekord, ning kõrvaldage tõhusalt inimtegevusest tingitud mõõtmisviga.
| Kunstlik veaelement | Muud mõõtevahendid | Ühe nupuga arvesti |
| Mõõtmismeetod | Testijad ei ole tarkvara ja masinatega tuttavad, mis põhjustab mõõtmisvigu | Automaatne mälu ja salvestusmõõtmise režiim, punkti asukoht, testi suuna automaatne reguleerimine ja automaatne teostamine kõrvaldavad tõhusalt inimlikud vead |
| Testi estri mõtteviisi muutused, mis põhjustavad kergesti mõõtmise täpsust ja stabiilsuse kõrvalekallet | Automaatne ja mehhaniseeritud mõõtmine inimlike vigade kõrvaldamiseks | |
| Lühike töökaugus ja teravussügavus, mis nõuab korduvat autofookust, on võimalik valehinnang ja mehaaniline viga. | Kahepoolsed kaugseire läätsed suure teravussügavusega, mis võimaldab proovil eksisteeridaTeatud kõrguse erinevus ilma korduva fookuseta | |
| Erinevad testijad põhjustavad mõõtmistulemustes kõrvalekaldeid, mis tulenevad erinevustest tööharjumustes, fookuse selguses, punktide võtmise meetodis, valgustustugevuses ja muudes aspektides. | Mälu ja teostab automaatselt sama mõõtmisrežiimi, punktide võtmise režiimi, optilise valgustuse intensiivsuse jne. | |
| Proovi paigutus | Suund | Kinnitust pole, tooteid saab paigutada vastavalt soovile |
| Kinnituspunkti nihe ja punkti liikumine kalduvad koordinaatide alguspunktist kõrvale. | Tarkvara reguleerib täpse mõõtmise tagamiseks automaatselt proovi asukohta ja suunda. | |
| Võtke punktipositsioon, testige elementide järjekorra häiret | Automaatne, mehhaniseeritud mõõtmine |
| mudel | IVM542 |
| XY-telje mõõteulatus (mm) | 500 × 400 × 200 |
| Ühe nägemisvälja mõõteulatus (mm) | 86 × 57 |
| välismõõt (mm) | 1353 × 886 × 1707 |
| Instrumendi paigutuse suurus (mm) | 2200 × 1900 × 2000 |
| kaal (kg) | 320 |
| kandevõime (kg) | 20 |
| pildisensor | 20 MP tööstuskaamera |
| kaamera objektiiv | Topelt kaug-südamega optiline lääts |
| korrutusjõud | 0,151X |
| mõõtekindlus (μm) | ± (3,0 + L / 200) * testitud standardplokiga |
| Minimaalne kuvamisühik (mm) | 0,0001 |
| teravussügavus (mm) | 8 |
| Z-telje töökaugus (mm) | 150 mm |
| valgustav aine | 1000. taseme programmi valgusallikas. Kontuurvalgus: kaugtsentraalne paralleelvalgusallikas. Pinnavalgus: koaksiaalne valgus. |
| pilditöötlus | Täiustatud pildianalüüsi meetod, 256 halltooni, 20:1 alampikslite töötlustehnoloogia |
| tarkvara | i-VISION |
| töökeskkond | Temperatuur: 22 ℃ ± 3 ℃ Niiskus: 50–70% |
| Vibratsioon: <0,002 mm/s, <15 Hz | |
| allikas | 220 V / 50 Hz |
Valikuline:
①Tarkvara kohandamine
②Valikuliselt on saadaval 29 miljonit või 43 miljonit kaamerat
③Valikuline kõrguse mõõtmete lasermõõtmine
Huawei, Lens, TPK, Samsung, Foxconn, Huia, Flextronics, BYD, Mullinsen jne.



-

Telefon
-

E-post
-

WhatsApp
WhatsApp

-

WeChat

-

Ülemine




